क्या आप बहुलक पाइपों से बने संचार की मरम्मत या बदलना चाहते हैं? इस बात से सहमत हैं कि नई पाइपलाइन को खुद से जोड़कर मास्टर की कॉल पर बचत करना बुरा नहीं है। लेकिन आपको नहीं पता कि आप सिस्टम के व्यक्तिगत तत्वों को एक-दूसरे से कैसे जोड़ सकते हैं और इसके लिए क्या आवश्यक है।
हमारे लेख में, वेल्डिंग पॉलीप्रोपाइलीन पाइप के लिए प्रौद्योगिकी का विस्तार से वर्णन किया गया है - कोई भी नौसिखिया प्लम्बर उन्हें अपने हाथों से जोड़ सकता है। हम आपको बताएंगे कि प्लास्टिक के तत्वों में शामिल होने के लिए टांका लगाने वाले लोहे का उपयोग करने के लिए आपको क्या विचार करने की आवश्यकता है। मैं आपको दिखाता हूं कि किन मामलों में अन्य तरीकों का उपयोग किया जाता है।
नौसिखिए मास्टर की मदद करने के लिए, हमने वेल्डिंग पॉलीप्रोपाइलीन की चरण-दर-चरण प्रक्रिया का प्रदर्शन करते हुए विस्तृत वीडियो क्लिप का चयन किया, और फोटो चित्र।
पाइप और विधानसभा सामान
बहुलक पाइपों के निर्विवाद फायदे में से एक विधानसभा की आसानी है।
तत्वों की स्थापना लगभग हर जगह की जा सकती है: दीवारों पर खुले तौर पर रखी गई या फर्श के नीचे छिपी हुई।

यदि पॉलीप्रोपाइलीन से बने पानी के पाइप की वेल्डिंग सही ढंग से की जाती है, तो इकट्ठे सिस्टम नियमित रूप से मरम्मत के बिना कई दशकों तक काम करेगा।
पॉलिमर पाइप 20 से 110 मिमी के व्यास में उपलब्ध हैं। घरेलू उद्देश्यों के लिए, अक्सर उपयोग किए जाने वाले उत्पाद आकार में 20/25/32/40 मिमी होते हैं। आवेदन का क्षेत्र सामग्री के नाममात्र दबाव के संकेतक को निर्धारित करता है।
अंकन में, यह अक्षरों द्वारा इंगित किया गया है "पीएन":
- पीएन 10 - सुसज्जित ठंडे पानी की आपूर्ति के लिए चुनें।
- पीएन 16 - ठंडे पानी के लिए उपयोग किया जाता है, लेकिन एक उच्च दबाव के साथ-साथ "गर्म मंजिल" प्रणाली की व्यवस्था में।
- पीएन 20 - उत्पादों, जिनमें से एकमात्र सीमक उनके माध्यम से ले जाने वाले तरल पदार्थों का तापमान शासन है। यह 75 ° C से अधिक नहीं होना चाहिए।
- पीएन 25 - सार्वभौमिक उत्पाद दोनों "ठंड" और "गर्म" सिस्टम की व्यवस्था के लिए उपयोग किए जाते हैं, जिनमें से तापमान 90 ° С तक पहुंच जाता है।
बिक्री पर आप अतिरिक्त सुदृढीकरण से लैस बहुलक उत्पादों को पा सकते हैं।

प्रबलित उत्पादों को उन स्थितियों में लंबे खंडों में बिछाने के लिए उपयोग किया जाता है जहां तापमान में उतार-चढ़ाव होने पर होने वाले रैखिक विस्तार को कम करना आवश्यक होता है
बहुलक पाइपों की मुख्य विशेषता उन्हें झुकने की असंभवता है।
इसलिए, निर्धारित राजमार्ग के प्रक्षेपवक्र में सभी परिवर्तन केवल सीधे वर्गों से किए जाते हैं, सहायक फिटिंग द्वारा परस्पर जुड़े हुए हैं:
- पार - मुख्य धारा को शाखा देने की संभावना के लिए;
- टीज़ - धारा गुणक;
- कपलिंग्स - एक सीधे अनुभाग में पाइप को जोड़ने के लिए;
- झुकता - पाइपलाइन की दिशा में बदलाव के लिए।
फिटिंग को एक एम्बेडेड धातु के धागे से सुसज्जित किया जा सकता है, जो बहुलक पाइप को धातु तत्वों से जोड़ना संभव बनाता है।

सीम को यथासंभव मजबूत और चुस्त बनाने के लिए, इसमें शामिल तत्वों के व्यास का सटीक मिलान सुनिश्चित करना महत्वपूर्ण है
सहायक तत्वों का चयन करते समय, दो मापदंडों को आधार के रूप में लिया जाना चाहिए: उत्पादों का आंतरिक भाग और उनकी दीवारों की मोटाई। इन मापदंडों का उपयोग पॉलीप्रोपलीन पाइप की तकनीकी विशेषताओं के अनुरूप होना चाहिए।
बहुलक पाइपों के जुड़ने के तरीके
पॉलिमरिक सामग्रियों से बने पाइपों को जोड़ते समय, स्थापना की स्थिति के आधार पर, दो तरीकों में से एक का उपयोग किया जाता है:
- टांकने की क्रिया - इसमें तत्वों के पिघले हुए सिरे को गर्म करना और शामिल करना शामिल है।
- सोल्डरिंग नहीं - संपीड़न फिटिंग के माध्यम से या तथाकथित "ठंड" वेल्डिंग के कार्यान्वयन के माध्यम से पाइप को जोड़ना शामिल है।
दूसरी स्थापना विधि इस अर्थ में सुविधाजनक है कि इसके कार्यान्वयन के लिए विशेष उपकरणों का उपयोग करने की आवश्यकता नहीं है। सभी काम एक सरल उपकरण का उपयोग करके किया जा सकता है - एक समेटना कुंजी।
छवि गैलरी
से फोटो
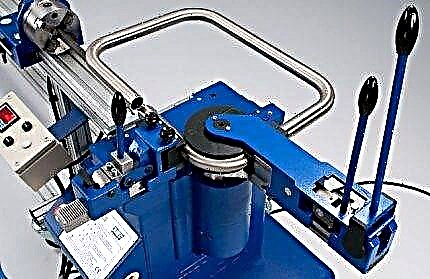
पीपी पाइप को जोड़ने के लिए उपकरण
वेल्डिंग मशीन पर नलिका और खराद का धुरा
बहुलक पाइप के लिए वेल्डिंग मशीन का कार्य
तैयार प्लास्टिक पाइप का कनेक्शन
4 मिमी से अधिक की दीवार मोटाई और 50 मिमी से अधिक के व्यास के साथ एक पॉलीप्रोपीलीन पाइप बट वेल्डिंग की विधि द्वारा जुड़ा हुआ है:
छवि गैलरी
से फोटो
सॉफ्टवेयर पाइप के बट वेल्डिंग के लिए उपकरण
वेल्डिंग के लिए हीटिंग डिस्क का सेट
बट वेल्डिंग से पहले एक बहुलक पाइप का क्रॉस-कटिंग
वेल्डिंग मशीन पर पाइप हीटिंग
कनेक्शन उपकरण
प्लास्टिक पाइप को जोड़ने के लिए उपयोग किया जाने वाला मुख्य उपकरण वेल्डिंग के लिए एक लोहा है। यह एक प्रकार का टांका लगाने वाला लोहा है, जो 220V नेटवर्क द्वारा संचालित होता है। डिवाइस के संचालन का सिद्धांत काफी सरल है। लोहे के हीटिंग तत्व की भूमिका एक वेल्डिंग हीटर द्वारा की जाती है, जिसे धातु आवरण में रखा जाता है।
यह एक पूर्व निर्धारित तापमान तक गर्म होता है, जो नलिका को गर्म करता है। तापमान नियंत्रक नलिका के इष्टतम तापमान को बनाए रखने के लिए जिम्मेदार है। निम्नलिखित लेख, जिसे हम आपको पढ़ने की सलाह देते हैं, पॉलीप्रोपाइलीन पाइपों में शामिल होने पर टांका लगाने और विशिष्ट गलतियों के लिए समर्पित है।

लोहे एक कॉम्पैक्ट और हल्के वेल्डिंग उपकरण है जो आकार के उत्पादों के लिए पाइप और खराद के लिए आस्तीन रखने के लिए सीटों से सुसज्जित है
लोहे के साथ शामिल मानक आकार के नलिका को गर्म कर रहे हैं। एक निश्चित तापमान तक गर्म करके, वे प्रोपलीन को एक चिपचिपाहट में नरम कर देते हैं जो तत्वों का एक तंग कनेक्शन सुनिश्चित करेगा।
नलिका का उपयोग किए गए पाइप के व्यास के आधार पर किया जाता है:
- 20 वीं आकार - आधा इंच के व्यास के साथ पाइपों के लिए;
- 25 वीं - 0.75 इंच के व्यास वाले उत्पादों के लिए;
- 40 वीं - 1.25 इंच के क्रॉस सेक्शन वाले तत्वों के लिए।
चूंकि इस तरह की वेल्डिंग मशीन की लागत काफी अधिक है, और इसे पहले से ही इतनी बार उपयोग करने के लिए आवश्यक नहीं है, यह उपकरण खरीदने के लिए कोई मतलब नहीं है। एक या दो दिन के लिए एक उपकरण किराए पर लेना बेहतर है।
वेल्डेड वर्गों की उच्च गुणवत्ता वाले कटाई और तैयारी के लिए, इस उद्देश्य के लिए डिज़ाइन किए गए एक विशेष उपकरण का उपयोग करना सबसे अच्छा है - एक पाइप कटर। इसकी मदद से, आप एक चिकनी, चिकनी और सुंदर कटौती प्राप्त कर सकते हैं।

पाइप कटर के काटने तत्व की भूमिका एक स्टेनलेस स्टील ब्लेड द्वारा की जाती है; उपयोग में आसानी के लिए, उपकरण रबरयुक्त हैंडल से सुसज्जित है
पाइप कटर की कमी के लिए, धातु के लिए ग्राइंडर या हैकसॉ के साथ काम किया जा सकता है। केवल एक चीज यह है कि ऐसे उपकरण के बाद कट बिंदु पर फ्रिंज रहता है। लेकिन सैंडपेपर की एक पट्टी को हटाकर इसे निकालना मुश्किल नहीं होगा।
काम के लिए बुनियादी उपकरणों के अलावा, आपको इसकी भी आवश्यकता होगी:
- वर्ग;
- बिल्डिंग टेप;
- एक साधारण पेंसिल या मार्कर।
ठंड वेल्डिंग द्वारा पाइपों को जोड़ने की योजना बनाते समय, पहले से रबर के आधार पर पॉलिएस्टर या एपॉक्सी राल या उसके थर्माप्लास्टिक एनालॉग के आधार पर बने थर्मोएक्टिव चिपकने वाला खरीदना आवश्यक है।
टांका लगाने की तकनीक के मुख्य चरण
पॉलिमर से बने नलसाजी या हीटिंग सिस्टम की सफल स्थापना के लिए महत्वपूर्ण शर्तें आवश्यक सामग्री और तत्वों की अच्छी तरह से बनाई गई वेल्डिंग की सावधानीपूर्वक गणना हैं।
चरण # 1 - सामग्री और घटकों की गणना
अपने काम को सुविधाजनक बनाने के लिए, जिससे स्थापना त्रुटियों को कम करने के लिए, पहली चीज जो आपको करने की आवश्यकता है, वह भविष्य की प्रणाली का एक आरेख खींचना है, जो उस पर मोड़ और शाखाओं की संख्या को दर्शाता है। पाइप की संख्या की गणना करते समय, "पैठ" पर खर्च किए गए 25-40 मिमी को खंड की प्रत्येक लंबाई में जोड़ा जाना चाहिए।

बहुलक उत्पादों और उनकी स्थापना के लिए आवश्यक आकार के तत्वों की कीमत कम है, और इसलिए, दोषपूर्ण मिलाप वाले जोड़े के मामले में, जो अक्सर ऑपरेशन की शुरुआत में उठता है, यह एक छोटी सी आपूर्ति करने के लिए समझ में आता है
यदि आपको अभी तक पॉलीप्रोपीलीन पाइपों को वेल्ड नहीं करना पड़ा है, तो अनुभवी विशेषज्ञ सलाह देते हैं कि आप प्रारंभिक प्रशिक्षण के लिए कई पाइप अनुभाग भी खरीद सकते हैं। इस तरह की लागत और कीमत सस्ते में बाहर आ जाएगी और सिस्टम की स्थापना के दौरान सकल त्रुटियों से बचने में मदद करेगी।
पॉलीप्रोपलीन पाइपों की एक विशेषता उच्च तापमान के प्रभाव के तहत रैखिक विस्तार के गुणांक में वृद्धि है।
नतीजतन: जब सिस्टम के अंदर हीटिंग या बढ़ते दबाव, पाइप लंबा हो जाता है और समय के साथ शिथिलता शुरू होती है। इस घटना को रोकने के लिए, जब अनुभाग 4-5 मीटर से अधिक लंबे होते हैं, तो क्षतिपूर्तिकर्ताओं का उपयोग करना भी आवश्यक होगा।

Compensators "संख्या" हैं-जोड़ने वाले तत्व जो लिपटे हुए लूप की तरह दिखते हैं जो इसके संचालन के दौरान सिस्टम की विश्वसनीयता सुनिश्चित करते हैं
कम्प्रेसर को क्षैतिज और ऊर्ध्वाधर दोनों वर्गों पर स्थापित किया जाता है, जिससे उन्हें दो निश्चित समर्थनों के बीच बढ़ते हैं। यदि आवश्यक हो, तो आप एक विशेष संशोधन के कम्पेसाटर भी खरीद सकते हैं, जो पाइपलाइन के कोणीय मोड़ पर रैखिक विस्तार को समाप्त कर सकता है।
हम यह पता लगाएंगे कि पॉलीप्रोपाइलीन पाइप को कैसे ठीक से वेल्ड किया जाए ताकि जोड़ों पर कोई रिसाव न हो।
चरण # 2 - सोल्डरिंग पाइपलाइन तत्व
संक्षेप में, पॉलीप्रोपाइलीन पाइप को वेल्डिंग करने के लिए प्रौद्योगिकी का सार इस तथ्य में निहित है कि उच्च तापमान के प्रभाव में शामिल तत्वों के छोर गर्म होते हैं और एक-दूसरे से कसकर जुड़े होते हैं।

टांका लगाने के दौरान एक मजबूत संबंध बनाने के लिए, पाइप खुद को बाहर से गर्म किया जाता है, और इसके जुड़ने में शामिल सहायक तत्व अंदर से गरम होते हैं। आकृति में, क्रियाओं का क्रम: 1 - मार्कअप; 2 - सेकंड की वांछित संख्या को गर्म करें; 3 - हम 2 खंडों को एक दूसरे से जोड़ते हैं; 4 - हम ठंडा होने से पहले सेकंड की अनुशंसित संख्या बनाए रखते हैं
काम शुरू करने से पहले, निर्दिष्ट लंबाई तक कटे पाइप के टुकड़े धक्कों और गड़गड़ाहट को खत्म करते हैं। यदि पाइप में आंतरिक या बाहरी फोमिंग की एक परत प्रदान की जाती है, तो पहले इसे अच्छी तरह से तेज और समायोजित चाकू से लैस क्रॉसकटर से साफ किया जाना चाहिए।
क्रॉसकटर का उपयोग करके स्ट्रिपिंग का प्रदर्शन करते समय, पाइप को उपकरण में गहरा होना चाहिए जब तक कि यह बंद न हो जाए।
दो-अपने आप प्लास्टिक पाइप वेल्डिंग कार्य निम्नलिखित अनुक्रम में किया जाता है:
- 260-270 डिग्री सेल्सियस के इष्टतम तापमान तक उपकरण को गर्म करने के लिए बिजली की आपूर्ति के लिए पीपी पाइप के लिए टांका लगाने वाले लोहे से कनेक्ट करें।
- जुड़ने वाले पाइप खंडों को एक साथ नलिका पर रखा जाता है, जिससे सबसे अधिक प्रवेश सुनिश्चित होता है। यह काम जल्दी और आत्मविश्वास से किया जाना चाहिए।
- फिटिंग और पाइप के पिघलने तक निर्देशों में निर्दिष्ट समय के साथ, वे हीटिंग नोजल से तत्वों को हटा देते हैं।
- पिघला हुआ एक साथ डॉक करें, धीरे-धीरे 15-20 सेकंड के लिए एक-दूसरे को दबाएं।
- बंधुआ भागों को एक स्थिर स्थिति में छोड़ दिया जाता है ताकि सीम पूरी तरह से ठंडा हो जाए और संयुक्त अखंड हो जाए।
आप उपकरण के साथ या नीचे दी गई तालिका का उपयोग करके दिए गए निर्देशों से हीटिंग की अवधि निर्धारित कर सकते हैं।

शामिल तत्वों के पूर्ण पोलीमराइजेशन को प्राप्त करने के लिए हीटिंग की अवधि उत्पादों के व्यास और उनकी दीवारों की मोटाई पर निर्भर करती है
तालिका में इंगित हीटिंग समय की आवश्यकताओं की उपेक्षा करना असंभव है। अपर्याप्त वार्मिंग एक विश्वसनीय कनेक्शन प्रदान करने में सक्षम नहीं है। अत्यधिक ओवरहीटिंग से पॉलीप्रोपाइलीन "रिसाव" और भागों के ख़राब होने का कारण होगा।
परिणामस्वरूप: वेल्ड्स की आंतरिक सतह पर प्रोट्रूशियंस बनते हैं, जो पाइप लाइन के व्यास को काफी कम कर देगा।

हीटिंग तत्व में खंडों के प्रवेश की गहराई को नियंत्रित करने में सक्षम होने के लिए, जिससे एक दोष की संभावना कम हो जाती है, यह उनके सिरों पर कटौती करने के लिए पूर्व-वांछनीय है। किंवदंती: 1 - एक पॉलीप्रोपाइलीन पाइपलाइन के दो खंडों का हीटिंग; 2 - टांका लगाने वाले लोहे से पाइप को समय पर हटाने; 3 - एक दूसरे के साथ दो तत्वों का कनेक्शन; 4 - सही संबंध बनाने के लिए पाइप पर संयुक्त की गहराई को चिह्नित किया गया है
पोलीमराइजेशन और सॉलिडिफिकेशन के पूरा होने के बाद, जिसमें लगभग 20 सेकंड लगते हैं, संयुक्त तैयार है। एक ही तकनीक का उपयोग करते हुए, बाद के सभी नोड्स को एक विजयी अंत तक मिलाया जाता है, जब तक कि हीटिंग सिस्टम या पॉलीप्रोपाइलीन पानी के पाइप को पूरी तरह से इकट्ठा नहीं किया जाता है।
पीपी पाइप के टांका लगाने का तापमान पैरामीटर लेख में दिया गया है, जो स्वतंत्र घर के स्वामी को काम शुरू करने से पहले निश्चित रूप से खुद को परिचित करना चाहिए।
वेल्डिंग के लिए त्वरित फोटो गाइड पीपी पाइप
चरण-दर-चरण फ़ोटो का निम्नलिखित चयन एक पॉलीप्रोपाइलीन पाइपलाइन को इकट्ठा करने और इसके भागों को जोड़ने पर काम के अनुक्रम की कल्पना करने में मदद करेगा:
छवि गैलरी
से फोटो
चरण 1: आयामों को डिज़ाइन करने के लिए पाइपों को काटें
चरण 2: काम के लिए वेल्डिंग मशीन तैयार करना
चरण 3: कनेक्शन अनुभागों को चिह्नित करना
चरण 4: संयुक्त सतहों को कम करना
चरण 5: प्रबलित पाइप से जुड़ने की तैयारी
चरण 6: पन्नी को मजबूत करने वाले पाइप को निकालना
चरण 7: लोहे पर वेल्ड किए जाने वाले भागों को स्थापित करना
चरण 8: जुड़ने वाले वेल्ड
विशिष्ट स्थापना त्रुटियां
बहुलक उत्पादों के साथ काम करते समय शुरुआती गलतियां:
- हीटिंग भागों। हीटिंग के समय, भागों को सबसे अधिक स्थिति में स्थित होना चाहिए। थोड़ी सी भी विस्थापन पूरे प्लंबिंग सिस्टम के परिचालन मापदंडों पर प्रतिकूल प्रभाव डाल सकता है।
- डॉक पॉलीमराइज्ड एंड। तत्वों के पिघले हुए सिरों को दबाते समय, इसके अक्ष के आसपास के हिस्सों को घुमाना असंभव है। इससे सीम पर्याप्त मजबूत नहीं हो सकता है।
- संरेखण संरेखण। तत्वों में शामिल होने पर, उनके संरेखण के केवल एक मामूली समायोजन की अनुमति है, जिसकी प्रक्रिया की अवधि 1-2 सेकंड से अधिक नहीं है।
एक और महत्वपूर्ण बिंदु: फिटिंग के साथ टांका लगाने पर, वाल्वों के स्थान को ध्यान में रखना आवश्यक है, उन्हें एक पूर्ण मुक्त स्ट्रोक प्रदान करना।

गर्म पॉलीप्रोपाइलीन इतनी जल्दी ठंडा हो जाता है कि स्थापना के पूरा होने के एक घंटे में सिस्टम में पानी की आपूर्ति करना सुरक्षित होता है
यदि तत्वों में शामिल होने के बाद किसी भी प्रकार की सीम संदेह उत्पन्न होती है, तो संयुक्त को काटने और इसे फिर से करना बेहतर होता है।
दोषों के उन्मूलन को संरचना की स्थापना के चरण में सबसे अच्छा प्रदर्शन किया जाता है, क्योंकि यह एक चल प्रणाली में एक लीक संयुक्त को बदलने के लिए बहुत अधिक समस्याग्रस्त है।
सोल्डरिंग के बिना तत्वों की विधानसभा
संपीड़न फिटिंग और आधुनिक चिपकने का उपयोग पॉलीप्रोपाइलीन पाइप की स्थापना को कुशलतापूर्वक, जल्दी और न्यूनतम सामग्री निवेश के साथ करना संभव बनाता है।
विकल्प # 1 - एक संपीड़न फिटिंग स्थापित करना
कनेक्शन की इस पद्धति को लागू करने के लिए, आपको संपीड़न फिटिंग खरीदने और एक crimp रिंच का उपयोग करने की आवश्यकता होगी।

संपीड़न फिटिंग सीलिंग क्लैम्पिंग रिंग से लैस हैं, जो सदमे आवेग भार की स्थिति में नम्र के रूप में कार्य करते हैं (साधारण यूनियन नट के विपरीत)
संपीड़न फिटिंग की स्थापना में तीन मुख्य चरण शामिल हैं:
- एक नीले रंग के नट को सही कोणों और कटे हुए पाइपों के सिरे पर लगाया जाता है। एक सफेद समेटा अंगूठी रखते समय, इसे एक स्थिति देना आवश्यक है जिसमें मोटा हिस्सा पाइप की पूंछ की ओर निर्देशित होता है।
- पाइप को फिटिंग में तब तक डाला जाता है जब तक कि यह बंद न हो जाए, क्लैम्पिंग रिंग को अधिकतम करने के लिए।
- नीले अखरोट को कस लें, इसे पहले "हाथ से" काट लें, और फिर एक कुंजी के साथ बूस्टर।
संपीड़न फिटिंग की विधानसभा को विशेष ज्ञान और कौशल की आवश्यकता नहीं होती है। उत्पादों को बिक्री के लिए स्थापना के लिए तैयार किया जाता है। उनका इंस्टॉलेशन किसी भी तापमान की स्थिति में किया जा सकता है।
विकल्प # 2 - gluing तत्व
गोंद विधि का उपयोग पानी की आपूर्ति प्रणाली को इकट्ठा करने के लिए किया जाता है, जिसके साथ केवल ठंडे पानी के परिवहन की योजना है। "ठंड" वेल्डिंग की विधि को लागू करने के लिए, आपको "आक्रामक" चिपकने वाली रचना प्रकार एलएन -915 का उपयोग करने की आवश्यकता होगी।

गोंद एक तिहाई से जुड़े हुए हिस्सों की सतहों को भंग करने में सक्षम है, जिससे ठंड प्रसार वेल्डिंग के लिए स्थितियां बनती हैं
हाथों की त्वचा को रचना की आकस्मिक प्रवेश से बचाने के लिए और इसके सक्रिय घटकों के "corroding" के लिए, सुरक्षात्मक दस्ताने के साथ gluing प्रक्रियाओं को सबसे अच्छा प्रदर्शन किया जाता है।
उत्पादों को बाँधते समय क्रियाओं का क्रम:
- सम्मिलित वर्गों के कट कोणों के पत्राचार की जांच करें और एक पेंसिल के साथ gluing के लिए स्थानों को चिह्नित करें।
- जुड़ने वाले पाइपों के सिरों को साफ और खराब कर दिया जाता है।
- एक चिपकने वाली परत पाइपों के सिरों और फिटिंग की परत के क्षेत्र में एक समान परत पर लागू होती है।
- फिटिंग में छेद में पाइप के टुकड़े डाले जाते हैं, जो पेंसिल में बने निशानों पर केंद्रित होते हैं। संरचना को तीन मिनट के लिए एक निश्चित स्थिति में रखा जाता है, जिसके बाद अतिरिक्त संरचना को एक नैपकिन के साथ हटा दिया जाता है।
- संयुक्त तत्वों को एक सपाट सतह पर रखा जाता है और पूरी तरह से सूखने तक 5-6 घंटे के लिए छोड़ दिया जाता है।
स्थापना के पूरा होने के एक दिन बाद ही संबंध की गुणवत्ता की जांच के लिए पानी चलाएं।
पीपी पाइपों को स्थापित करने के लिए इस तकनीक को लागू करते समय, दो बुनियादी स्थितियों का पालन करना महत्वपूर्ण है: तापमान और आर्द्रता की स्थिति। सभी कार्य +5, +35 डिग्री सेल्सियस के वायु तापमान पर किए जाने चाहिए। जब गर्म मौसम में gluing किया जाता है, तो काम को यथासंभव तेजी से किया जाना चाहिए ताकि स्थापना पूरा होने से पहले गोंद को सूखने का समय न हो।
सोल्डरिंग और ग्लूइंग पाइप की प्रक्रियाओं की जटिलताओं को निम्नलिखित वीडियो में पाया जा सकता है:
वीडियो # 1। कैसे मिलाप पाइप:
वीडियो # 2 टांका लगाने के बिना पानी की आपूर्ति विधानसभा:
पॉलीप्रोपाइलीन पाइपों के स्व-संरेखण पर काम करना, यहां तक कि एक नौसिखिए मास्टर के लिए, विशेष कठिनाइयों का कारण नहीं होना चाहिए। यह केवल स्पष्ट रूप से और विवेकपूर्ण रूप से सभी तकनीकी मानकों का पालन करने के लिए आवश्यक है। और फिर स्वयं द्वारा इकट्ठी की गई पाइपलाइन आपको परेशानी-मुक्त ऑपरेशन से प्रसन्न करेगी।
कृपया नीचे ब्लॉक में टिप्पणी लिखें। विवादास्पद मुद्दों के बारे में प्रश्न पूछें, जानकारी साझा करें जो साइट आगंतुकों के लिए उपयोगी हो सकती हैं। अपनी राय के साथ पोस्ट छोड़ें, लेख के विषय पर तस्वीरें पोस्ट करें।